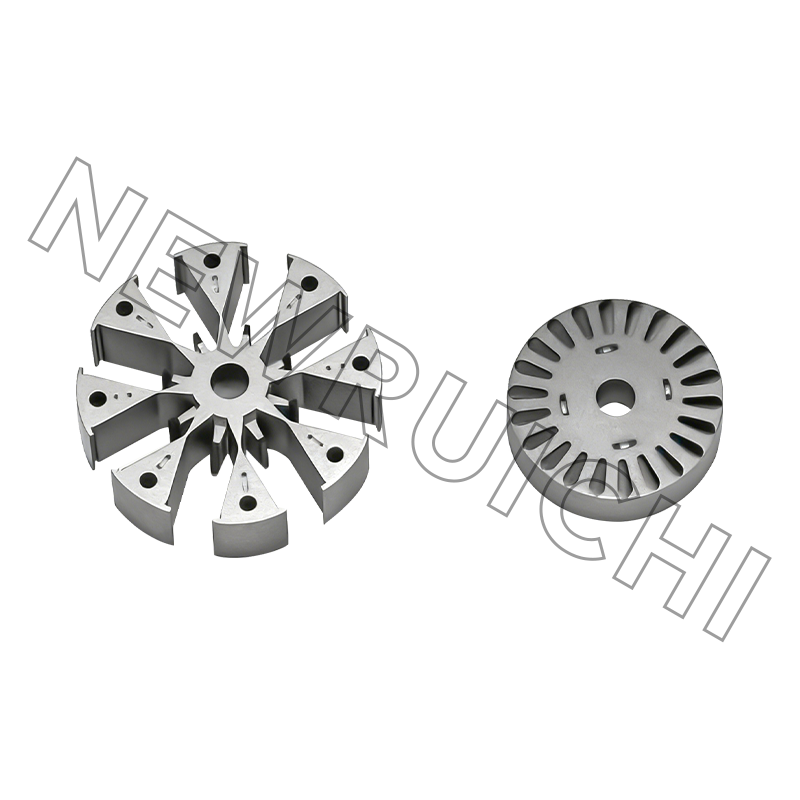
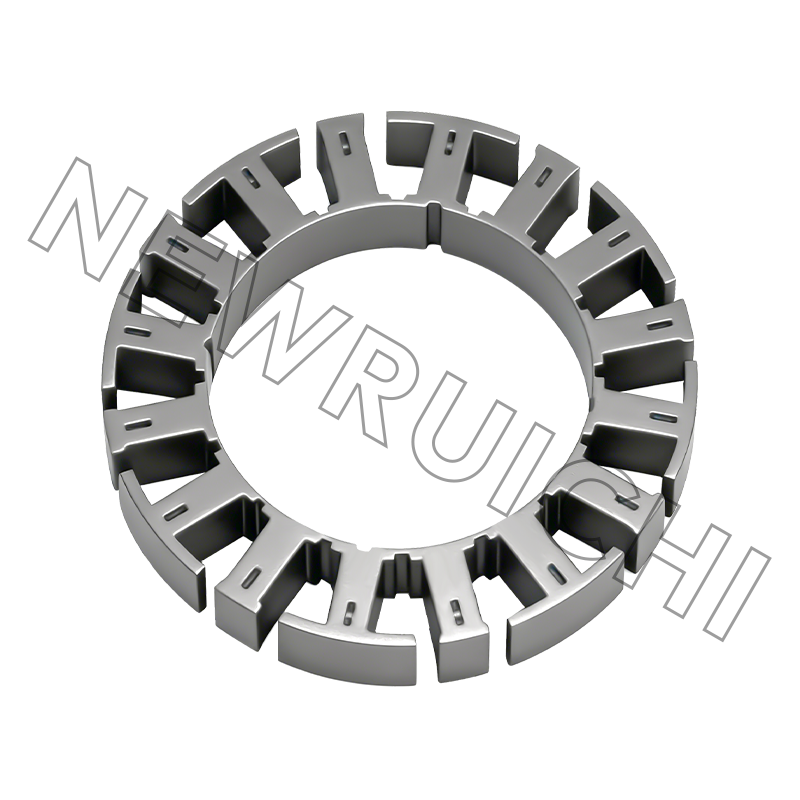
Laminácie jadra statora a rotora servomotora
Prečo jadro statora motora definuje výkon servosystému
V akomkoľvek systéme presného pohybu funguje servomotor ako ovládací kĺb – prevádza elektrický vstup na riadený mechanický výstup s odozvou na úrovni milisekúnd. V centre tohto procesu konverzie je jadro statora motora: pevná magnetická štruktúra, ktorá generuje rotujúce elektromagnetické pole poháňajúce rotor. Jeho geometria, materiálové vlastnosti a výrobná presnosť spoločne určujú, ako efektívne a presne prebieha premena energie.
Dobre navrhnuté jadro statora robí viac než len vedenie magnetického toku. Formuje priestorové rozloženie tohto toku cez vzduchovú medzeru, priamo ovplyvňuje linearitu krútiaceho momentu, kvalitu spätného EMF tvaru vlny a schopnosť motora udržiavať presné riadenie polohy pri rôznych podmienkach zaťaženia. V robotických ramenách, CNC obrábacích centrách a vysokocyklových automatizovaných montážnych linkách – prostrediach, kde sa presnosť polohy meria v mikrometroch a časy cyklu v milisekundách – nie je jadro statora súčasťou komodity. Je to presný výkonový prvok.
Výrobcovia, ktorí považujú výber a špecifikáciu jadra statora za technické rozhodnutie a nie za obstarávanie, dôsledne dosahujú lepšie výsledky na úrovni systému: nižšie zvlnenie krútiaceho momentu, znížené hromadenie tepla a dlhšie prevádzkové intervaly medzi cyklami údržby.
Výber materiálu: Základ nízkostratového magnetického výkonu
Magnetické a elektrické vlastnosti laminovacieho materiálu stanovujú absolútny strop účinnosti motora a dynamickej odozvy. Pre plechy statora a rotora servomotora je vysokopermeabilná kremíková oceľ – typicky neorientovaná elektrooceľ s obsahom kremíka v rozsahu od 2 % do 3,5 % – materiálom voľby v presných servo aplikáciách.
Zliatina kremíka potláča straty vírivými prúdmi zvýšením elektrického odporu, zatiaľ čo triedy s vysokou permeabilitou zaisťujú, že magnetický obvod sa nasýti pri vyšších hustotách toku, čo umožňuje väčší výstup krútiaceho momentu na jednotku objemu jadra. Medzi kľúčové parametre výkonu, ktoré je potrebné špecifikovať pri získavaní laminovacieho materiálu, patria:
- Strata jadra (W/kg) — merané pri špecifickej hustote toku a frekvencii (napr. 1,0 T pri 50 Hz alebo 400 Hz pre vysokorýchlostné aplikácie); nižšia strata jadra znižuje tvorbu tepla a zlepšuje účinnosť pri prevádzkovej rýchlosti
- Relatívna permeabilita (μr) — vyššia permeabilita znižuje magnetomotorickú silu potrebnú na dosiahnutie danej hustoty toku, čo umožňuje citlivejšiu tvorbu krútiaceho momentu
- Hrúbka laminácie — tenšie lamely (0,20 mm, 0,27 mm, 0,35 mm) znižujú straty vírivými prúdmi pri vyšších elektrických frekvenciách; vhodná hrúbka závisí od menovitých otáčok motora a šírky riadiaceho pásma
- Izolačný náter — interlaminárna izolácia (zvyčajne povlak triedy C-5 alebo C-6) zabraňuje premosteniu vírivých prúdov medzi naskladanými lamelami, pričom zachováva zamýšľané stratové charakteristiky zostaveného jadra
Pre ultra-vysokorýchlostné servomotory pracujúce nad 10 000 ot./min. môžu byť namiesto konvenčnej kremíkovej ocele špecifikované amorfné kovové zliatiny alebo triedy kobaltu a železa, ktoré ponúkajú podstatne nižšie straty v jadre pri vysokých frekvenciách za zodpovedajúcu cenu.
Presné razenie: Ako výrobný proces riadi rozmerovú konzistentnosť
Prechod zo surovej elektroocele na hotovú plechy statora a rotora servomotora vyžaduje technológiu presného razenia, ktorá je schopná udržať úzke geometrické tolerancie v rámci veľkoobjemových výrobných sérií. Rozmerová nekonzistentnosť v lamináciách – variácie v geometrii štrbiny, šírke zubov alebo vonkajšom priemere – sa premieta priamo do magnetickej asymetrie v zostavenom jadre, čo spôsobuje harmonické skreslenie v toku vzduchovej medzery a merateľné zvýšenie zvlnenia krútiaceho momentu.
Progresívne lisovanie je dominantnou výrobnou metódou pre laminovanie servomotorov, ktoré ponúka priepustnosť a opakovateľnosť potrebnú pre konzistentnú kvalitu v meradle. Medzi kľúčové rozmerové parametre kontrolované počas razenia patria:
- Tolerancia geometrie drážky — šírka a hĺbka štrbiny priamo ovplyvňujú faktor plnenia vinutia a reluktanciu dráhy toku; typické tolerančné ciele pre servovrstvy sú ±0,02 mm alebo viac
- Ovládanie výšky otrepu — nadmerné otrepy z lisovacej šmykovej zóny zvyšujú efektívnu hrúbku laminácie, narúšajú integritu izolácie a vytvárajú koncentrácie napätia, ktoré zvyšujú stratu hysterézy; výška otrepu je typicky riadená na ≤0,05 mm
- Rovinnosť a vyklenutie — nerovnomerné laminácie vytvárajú nerovnomernosť stohovania, ktorá spôsobuje excentricitu rotora a vibrácie pri prevádzkovej rýchlosti; odchýlka rovinnosti je typicky špecifikovaná v rozmedzí 0,1 mm na 100 mm priemeru laminácie
- Sústrednosť vnútorného a vonkajšieho priemeru - rozhodujúce pre udržanie rovnomernej vzduchovej medzery po obvode rotora, ktorá priamo riadi priestorový harmonický obsah tvaru vlny hustoty toku vzduchovej medzery
Hladké hrany dosiahnuté kontrolovanou vôľou matrice a pravidelnou údržbou matrice tiež prispievajú k mechanickej rovnováhe počas vysokorýchlostného otáčania, čím sa znižujú excitačné sily vibrácií, ktoré by sa inak premietli do počuteľného hluku a zrýchleného opotrebovania ložísk.
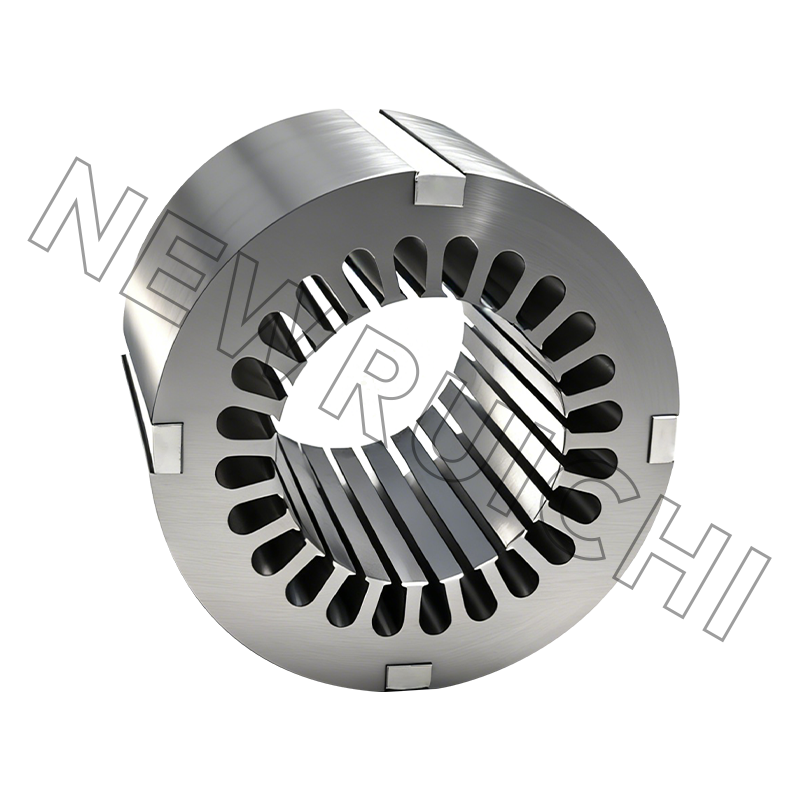
Konštrukcia jadra rotora statora: prispôsobenie pólov a slotov a optimalizácia magnetického obvodu
The jadro rotora statora konfigurácia - kombinácia počtu statorových štrbín, počtu pólov rotora a ich geometrického vzťahu - je primárnou konštrukčnou premennou riadiacou veľkosť zvlnenia krútiaceho momentu, krútiaceho momentu a indukčnosti vinutia v servomotoroch. Správna kombinácia nie je len otázkou výberu vysokého počtu pólov alebo veľkého počtu slotov; vyžaduje systematické hodnotenie harmonických interakcií medzi rozdelením MMF statora a vzorom toku rotora.
Bežné kombinácie pól-slot používané v konštrukciách servomotorov a ich výkonové charakteristiky sú zhrnuté nižšie:
| Kombinácia tyč / slot | Krútiaci moment | Faktor vinutia | Typická aplikácia |
|---|---|---|---|
| 8P / 12S | Nízka | 0.866 | Univerzálne servo, robotika |
| 10P / 12S | Veľmi nízka | 0.933 | Vysoko presné polohovanie, priamy pohon |
| 6P / 9S | Stredná | 0.866 | Kompaktné servo, medicínske prístroje |
| 14P / 12S | Veľmi nízka | 0.933 | Nízka-speed high-torque, collaborative robots |
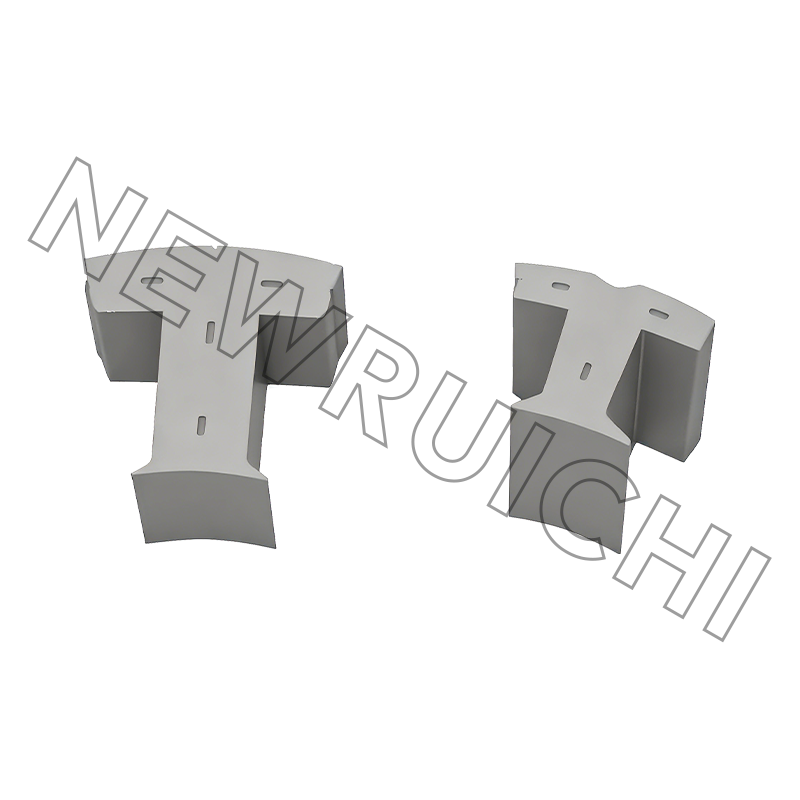
Okrem výberu pólov a drážok sa používajú pomocné konštrukčné prvky v geometrii jadra rotora statora – vrátane zošikmenia štrbiny statora, zošikmenia magnetu rotora a skosenia špičky zubov – na ďalšie zoslabenie harmonických krútiaceho momentu. Tieto geometrické vylepšenia sú implementované vo fáze laminovania, takže ich presné prevedenie závisí od rovnakej rozmerovej presnosti, o ktorej sme hovorili v predchádzajúcej časti.
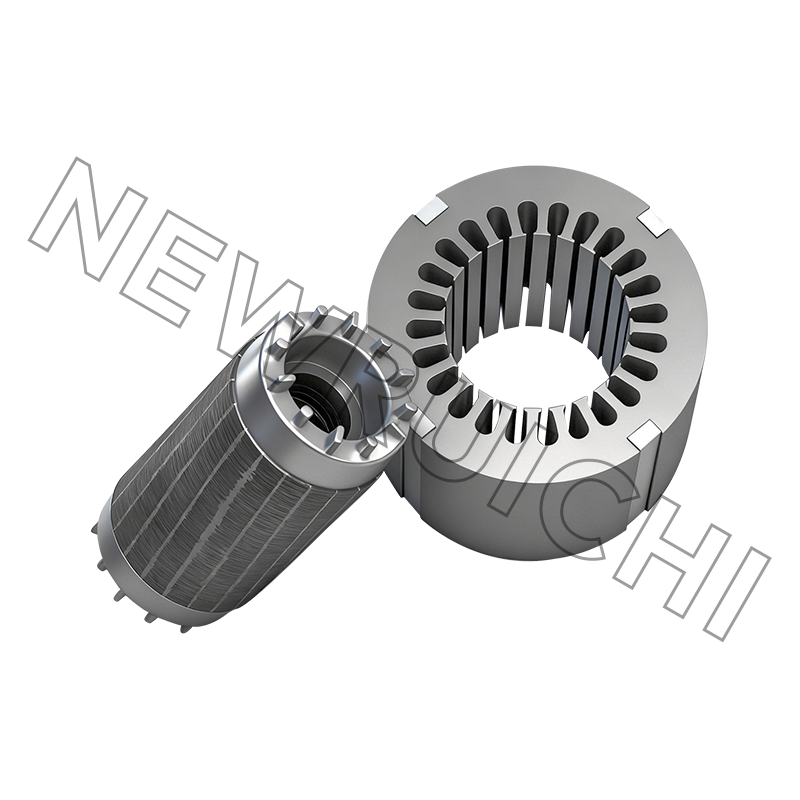
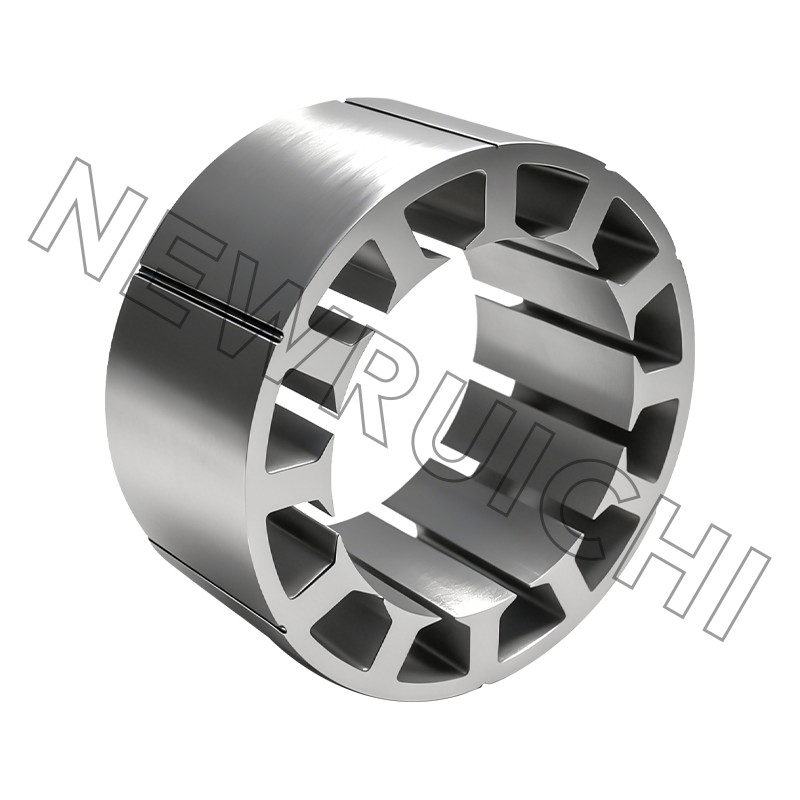
Stohovanie, lepenie a montáž jadra: Od laminácií po funkčné jadrá
Jednotlivé lamely statora a rotora servomotora nadobúdajú svoju plnú funkčnú hodnotu len vtedy, keď sú zostavené do koherentného stohovaného jadra s konzistentným medzilaminárnym kontaktom a presným axiálnym vyrovnaním. Zvolený spôsob montáže ovplyvňuje mechanickú integritu, magnetický výkon a vhodnosť pre následné výrobné procesy vrátane vkladania vinutia a vyváženia rotora.
Primárne metódy stohovania a spájania používané pre jadrá servo triedy sú:
- Blokovanie (samoklincovanie) — vyrazené priehlbiny alebo jazýčky zapadajú do susedných lamiel počas stohovania a poskytujú mechanickú súdržnosť bez lepidla alebo spojovacích prvkov; najbežnejšia metóda pre veľkoobjemovú výrobu vďaka rýchlosti a efektívnosti nákladov
- Laserové zváranie — axiálne zvarové húsenice aplikované pozdĺž vonkajšieho priemeru stohovaného jadra; vytvára tuhú zostavu s dobrou rozmerovou stabilitou, hoci napätie vyvolané zváraním môže okrajovo zvýšiť lokálnu stratu jadra v postihnutých zónach
- Lepenie (lepené zväzky laminácií) — anaeróbne alebo epoxidové lepidlá aplikované medzi laminovacie povrchy; eliminuje mechanické namáhanie pri zváraní alebo spájaní, pričom zachováva plné magnetické vlastnosti každej laminácie; preferované pre ultra-nízkošumové a vysoko presné servojadrá
- Montáž cez skrutku — lamely zarovnané na presnom tŕni a zovreté priechodnými skrutkami; používa sa predovšetkým pre väčšie veľkosti rámov, kde je spojenie alebo zváranie nepraktické
Pre rotorové jadrá v servomotoroch s permanentnými magnetmi je obzvlášť dôležité presné axiálne zarovnanie. Nesúososť medzi zväzkom lamiel rotora a geometriou montáže magnetu zavádza asymetrické dráhy toku, ktoré počas prevádzky zvyšujú krútiaci moment ozubenia a akustický hluk.
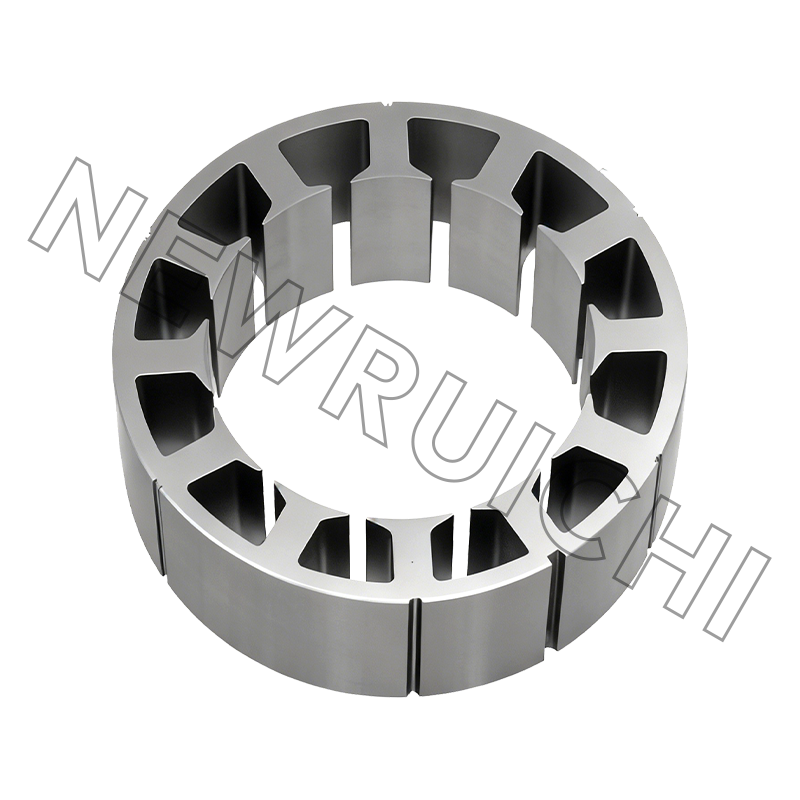
Možnosti prispôsobenia geometrie laminovania servomotora
Štandardné geometrie laminácie pokrývajú najbežnejšie veľkosti rámov servomotorov a konfigurácie pólových slotov, ale mnohé aplikácie s presným pohybom si vyžadujú prispôsobené návrhy laminovania, aby spĺňali špecifické požiadavky na výkon, balenie alebo integráciu. Prispôsobenie geometrie laminácie je k dispozícii v nasledujúcich rozmeroch:
- Vonkajší a vnútorný priemer — prispôsobené špecifickým rozmerom rámu motora alebo integračným obmedzeniam priameho pohonu
- Tvar štrbiny a šírka otvoru — optimalizované pre špecifické meradlá drôtu vinutia, faktory plnenia a cieľovú indukčnosť štrbinového úniku
- Geometria špičky zubov — Uhol skosenia a šírka hrotu nastavené tak, aby vyvážili redukciu krútiaceho momentu ozubenia voči hustote toku v oblasti hrotu zuba
- Geometria vrecka na magnet rotora — pri konštrukciách rotora s vnútorným permanentným magnetom (IPM) tvar vrecka určuje účinnosť bariéry toku a pomer vodivosti, pričom obe ovplyvňujú príspevok k reluktančnému momentu a dynamickú riadiacu šírku pásma
- Dĺžka stohu — upravené tak, aby spĺňali ciele hustoty krútiaceho momentu v rámci obmedzení axiálneho balenia
Prototypové nástroje pre prispôsobené geometrie laminácie je možné vyrobiť s relatívne nízkymi nákladmi pomocou drôtového EDM alebo rezania laserom na počiatočné overenie, pričom po potvrdení geometrie sa spustí progresívne lisovacie nástroje. Tento dvojstupňový prístup umožňuje konštruktérom motorov opakovať geometriu laminácie bez toho, aby sa predčasne zaviazali investovať do veľkoobjemových nástrojov.
Výkonnostné výsledky: Čo poskytujú vysokokvalitné jadrá v aplikácii
Kumulatívny efekt výberu materiálu, rozmerovej presnosti, optimalizovaného dizajnu pólov a drážok a starostlivej montáže je merateľný na úrovni systému. Servomotory postavené na vysokokvalitných jadrách statora motora a presne vyrazených lamináciách konzistentne vykazujú nasledujúce výkonnostné charakteristiky v porovnaní s motormi používajúcimi jadrá nižšej špecifikácie:
- Znížené zvlnenie krútiaceho momentu — umožnenie hladších profilov pohybu v robotických spojoch a lineárnych polohovacích stupňoch s priamymi výhodami pre kvalitu povrchovej úpravy v aplikáciách obrábania a presnosť dráhy v automatizácii vyberania a umiestňovania
- Nižšia prevádzková teplota - znížená strata jadra sa premieta do menšej produkcie tepla pri menovitom zaťažení, čo predlžuje životnosť izolácie vinutia a umožňuje vyššie nepretržité pracovné cykly bez zníženia výkonu
- Rýchlejšia dynamická odozva — nižšia magnetická strata a vyššia permeabilita zlepšujú konštantnú stabilitu krútiaceho momentu motora v celom rozsahu prevádzkových otáčok a podporujú užšie šírky pásma prúdových slučiek v servopohone
- Znížené vibrácie a akustický hluk — riadená rovinnosť laminácie, hladké hrany štrbín a presné vyváženie rotora potláčajú mechanické budiace sily, ktoré vytvárajú počuteľný hluk, čo je požiadavka, ktorá sa čoraz viac špecifikuje v medicínskych, polovodičových a kolaboratívnych robotických aplikáciách
- Konzistentný výkon medzi jednotlivými dávkami — úzke rozmerové tolerancie naprieč výrobnými sériami zabezpečujú, že výkonové parametre motora zostanú v rámci špecifikácií počas životnosti výrobného programu, čím sa znižuje potreba individuálnej kalibrácie motora vo fáze systémovej integrácie
Vo výrobných prostrediach s vysokým cyklom, kde servomotory môžu vykonávať desiatky miliónov polohovacích pohybov ročne, sa tieto výkonnostné výhody zlúčia počas prevádzkovej životnosti systému – zníženie spotreby energie, predĺženie intervalov údržby a zlepšenie celkových nákladov na vlastníctvo v porovnaní s motormi postavenými na komponentoch jadra statorového rotora nižšej špecifikácie.
Vaša emailová adresa nebude zverejnená. Povinné polia sú označené *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefón/Telefón:
+86-18861576796 +86-18261588866
Telefón/Telefón:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Autorské práva © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Výrobcovia statorových a rotorových jadier
